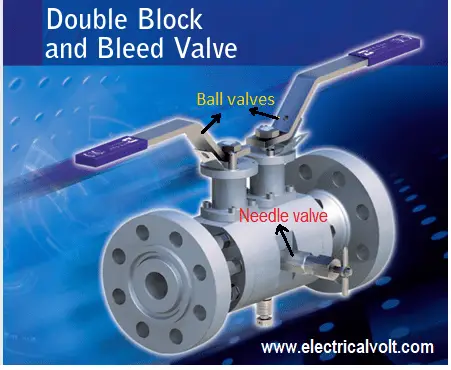
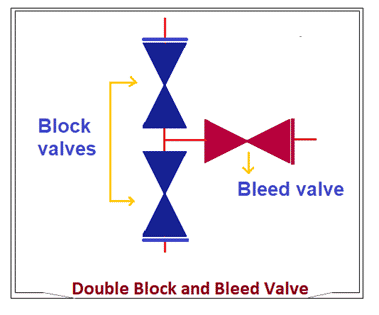
The double block and bleed valves are also known by the short name “DBB valve”. Two ball valves could be integrated into a single body with a needle valve as a bleed between valves of this design is called a double block and bleed valve (DBB). DBB valve performs the task of three separate valves, two for isolation, and one for bleed or vent.
Double block and bleed valves are used for the interface with instruments such as pressure gauges, transmitters, and pressure switches, for high pressure, flammable, and corrosive fluid systems. Leakage may result in danger to the environment and the person working with it.
Purpose of Double Block and Bleed valve
Its purpose is to isolate or block flow in the system so that fluid upstream does not reach downstream components. Afterward, the remaining fluid is purged or vented from the system.
Double block and the bleed system should be used in situations where isolation of the mainstream from the ancillary equipment is needed for safe operation and maintenance without depressurizing the pipeline.
For example, a block and bleed manifold would be used to stop the fluid flow to some components and later vent the fluid out of the manifold side of that component, to perform activities line maintenance/repair/replacement on that component.
Types of Double Block and Bleed Valve (DBB)
When we talk about the double block and bleed isolation philosophy, these valves are used for two functions.
Instrument double block and bleed valve (DBB)
It is used for line sizes of 2” and below. It is used for pressure gauge connections, chemical injections, sampling vents, drains, etc.
The smaller usually ¾”, or ½” bleed valve can be a globe, needle, or in some cases a ball-type design. The body can be of one piece or a split type and the ball can be either a floating type or a trunnion type design in high-pressure classes.
Double Isolation and Bleed (DIB) valve
It is used for line sizes of 2” and above lines. It is used for process isolation.
Difference between DBB Versus DIB valves
There is a misconception about DBB and DIB one for another. As per API (American Petroleum Standard), they are defined as below.
Double bleed and block valve (DBB)
The valve consists of two seating surfaces, each of which provides a seal against two sources of pressure with a venting or bleeding mechanism between the seating surfaces. This feature s provided in one direction or both.
Due to the nature of applications, second seating is desirable. It is possible for clogging and seal failure to occur when the media is viscous and aggressive.
Double isolation and bleed (DIB)
It is a single valve with two seating surfaces, each of which in the closed position provides a seal against pressure from a single source, with a means of bleeding or venting the cavity located between the seating surfaces.
Advantages of Double Block and Bleed valve (DBB)
- Two blockages utilizing two ball valves provide extra safety and reliability. In the event of one valve fails to provide isolation, the other could provide isolation as a backup.
- The valve components are all housed in the same unit, thereby reducing the installation space required.
- Since the cavity between the two balls is so small, the operator can quickly evacuate this space, thus establishing a safe working environment.
- It is composed of two ordinary ball valves, two ball valves connected and sharing one inlet end.
- A double block and bleed valve is a product designed to replace multiple connections between conventional valves.
- It is a double block and bleed ball valve, the difference between an integrated DBB valve and a conventional one I that it can well solve the leakage that occurs during the operation of the system, and it is achieved more quickly in the closing and unloading operation.
- DBB valves are known for their good sealing performance, mainly because the ball valves are connected. This not only does not guarantee the smooth operation of the equipment but also, to a large extent, there will be hidden security problems.
- A DBB valve, not only can save installation time and also space.
- Effectively reduced the pressure problems that occur in the product system operation cleaning, and maintenance.
- DBB valve is also very simple and convenient so that the cost of the product during operation can be reduced effectively.
- Due to its operating efficiency and benefits, the DBB blowdown valve double lock is very popular.
- It is characterized by its simple structure and ease of operation.
- DBB valves can be extensively used in gas pipelines, water, and petroleum products. Especially for gas pipelines such as oxygen, methane, and ethylene.